

Власници приватних кућа или приградских подручја из прве руке знају колико често је потребно нешто заварити. Да не бисте сваки пут трошили новац на позив мајстора, можете купити јефтин апарат за заваривање са истосмерним напоном - инвертер за заваривање - јефтин је (од 5 хиљада до 15 хиљада рубаља), заузима врло мало простора, па чак и почетници могу научити како га заваривати.
Шта је инвертер за заваривање и како ради
Инвертер за заваривање или (ИИСТ) је врста извора напајања заваривачког лука. Његова главна сврха је да се омогући лако паљење и стабилно сагоревање.
Да бисте схватили како то функционише, морате да разумете терминологију. Шта инвертор значи? Овај термин подразумева да је уређај опремљен електроничком јединицом која претвара директну струју у наизменичну струју - а ево како то делује:
- Наизменична струја пролази кроз исправљач, а та га, заузврат, претвара у истих 220 волти.
- Инвертерска јединица претвара наизменичну струју у директну, повећавајући своју фреквенцију на 30-50 кХз.
- Струја високих фреквенција тече у трансформатор и смањује напон, повећавајући на тај начин јачину струје, али на већој фреквенцији (у поређењу с трансформаторским уређајима).
- На секундарни исправљач напаја се високофреквентна струја.
Помоћ! Захваљујући овој претворби струје, повећава се ефикасност инвертера за заваривање, а димензије трансформатора смањују.
Основна правила за инвертерско заваривање
Пре него што започнете, треба да се припремите. Да бисте то урадили:
- Ослободите свој радни простор - уклоните непотребне предмете, посебно запаљиве материјале и течности.
- Обезбедите себи нормално осветљење за рад.
- Припремите све потребне материјале и алате за заваривање.
- Проверите исправно повезивање каблова, њихову интегритет и поузданост везе, што је посебно тачно када користите продужне каблове.
- Омотајте и исправите каблове за заваривање, спојите их на утичнице претварача.
- Преклопите дијелове за заваривање, провјерите исправност спојева и по могућности их фиксирајте у лежишту.
Након што је све спремно, можете почети са радом:
- Носите заштитну опрему и припремите маску.
- Причврстите стезаљку са знаком „+“ на једну од површина за заваривање.
- Уметните електроду у држач.
- Проверите везу уређаја на напајање - не притискајте тастер за напајање до овог тренутка.
- Омотајте подлактицу каблом - тако да се кабл не завари током заваривања (ово може утицати на квалитет шава).
- Укључите напајање и причекајте 20 секунди. Након тога, уређај ће бити спреман за рад.
- Доведите електроду на место предложеног шава, ставите на заштитни штит и запалите лук.
- Формирајте базен за заваривање и шав.
На крају заваривања урадите следеће:
- Макните руку с држачем и прекидајте стварање електричног лука.
- Искључите уређај и ископчајте га из мреже.
- Сачекајте да се шав охлади, и проверите квалитет шава лаганим тапкањем.
Обратите пажњу! У шаву би идеално требало да буде низ "вага" које се делимично преклапају једна са другом.
А такође вреди обратити пажњу на мере безбедности. Да не бисте наштетили свом здрављу током заваривања, придржавајте се следећих правила:
- Не радите у областима са високом влагом или на отвореном за време кише.
- Кухајте у пуној заштитној опреми - одијело, обућа, маска и рукавице.
- Ослободите простор. У близини радног места не би требало бити запаљивих и експлозивних материја.
Контролишемо зазор лука
У почетним фазама обуке за заваривање, веома је важно развити вештину исправног формирања лучног лука. Лучни размак је појам који се односи на мали размак између електроде и метала за заваривање.
Учењем да подесите дужину лука можете осигурати квалитетан резултат. Постоје 3 врсте лукова:
- Кратки лук је око 1 мм. Шав треба бити конвексан. На месту где је шав повезан са металом, може се појавити квар (подрез). Ово је мали утор паралелно са шавом, што смањује његову снагу.
- Нормални лук - лук се сматра нормалним, чија ширина не прелази 3 мм.
- Дуг лук је прилично тешко извести и стабилизовати. Лук је слабо заштићен од излагања ваздуху и атмосфери, метал се загрева још горе, а шав испада плитким.

Обликујемо правилан шав за заваривање и не дозвољавамо оштећења
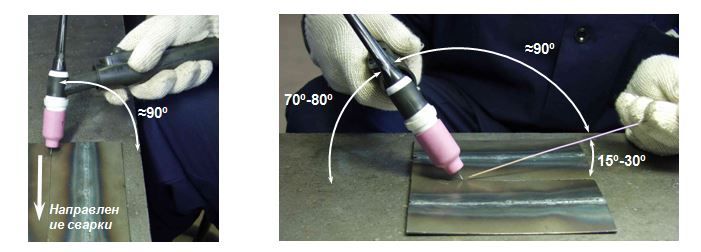
Квалитет заваривања шава је вештина развијена искуством. Поред притискања покрета дуж ивице заваривања, мајстор мора вршити попречне покрете - како би се осигурао квалитетан продор. Ако је метал танак и његова дебљина не прелази 4 мм, не би требало изводити попречне покрете. Да бисте добили равни шав, морате нагнути електроду под различитим угловима.
- Кут према напријед - користи се за рад са танким слојевима метала, јер је шав широк, али мали.
- Угаона леђа - користи се при раду са густим слојевима метала, јер се материјал загрева и дубоко топи. Шав је дубок, али узак.
Уобичајене мане и проблеми при заваривању са претварачем за почетнике укључују:
- Ундерцут - настаје када нема довољно метала за топљење да се напуни купатило. Овај квар се може избећи само пажљивим контролом дебљине формиране каде.
- Немогућност контроле купељи - грешка се јавља ако заваривач несвесно нагне електроду превише.
Који је директни и обрнути поларитет код заваривања инвертором
У зависности од поступка спајања постоје две врсте заваривања:
- Директни поларитет - електрода је повезана са "-", а метал који се заварива повезан је са "+". Зона топљења је уска, али истовремено и дубока. Погодно за густе метале.
- Обрнути поларитет - електрода је повезана са плусом, а метал у минус - зона топљења је широка и плитка. Наноси се на танки метал.
Како брзина пуњења електроде
Брзина заваривања и довод електрода требају бити оптимални како би се осигурао довољан доток растаљеног метала у зону заваривања. Ако то није довољно, формира се ундерцут.
Ако пожурите са кретањем електроде, лук неће имати времена да растопи метал. Шав ће бити плитак и неће заваривати ивице заједно.
Ако се, напротив, електрода помиче превише споро, онда постоји опасност од опеклина површине и деформације танког метала.
Како јачина струје утиче на резултат заваривања
Само под условом оптималног односа снаге струје и брзине електроде, можете добити уредан, издржљив и умерено конвексан шав. Што је већа снага струје, метал се дубље топи и, према томе, брже се креће електрода.
Тренутна снага се поставља према табели:
| Пречник електроде у милиметрима | Дебљина завареног метала у милиметрима | Струја заваривања, А |
|---|---|---|
| 1, 6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2, 5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Закључак
Редовним вежбањем можете усавршавати своје заваривачке вештине и овладати претварачем. Биће двоструко угодније када схватите да да бисте заменили ограду, заваривали лук или извели било које друге послове заваривања у домаћинству, не морате да зовете мајстора.