
Добар материјал за уопштавање може почетнику заваривач пуно времена, а без специјалних курсева помоћи. Није тешко научити како правилно кувати заваривањем; ово захтева знање теорије и одређену количину праксе.
Без познавања теорије, немогуће је савладати заваривање, јер:
- Квалитетни шав неће радити.
- Можете бити повређени или повређени од других људи.
- Можете онемогућити опрему.
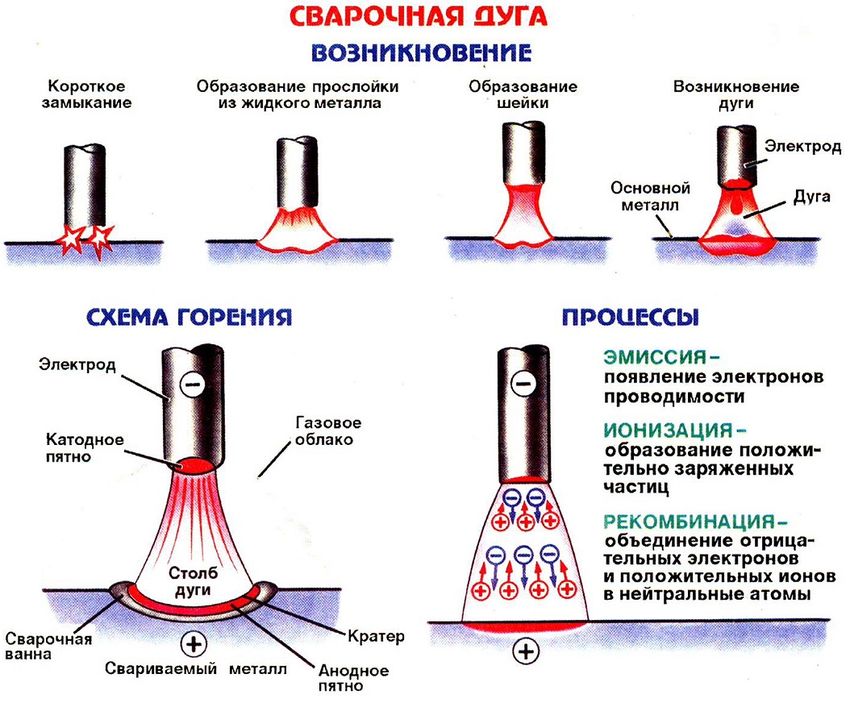
Електрично заваривање - повезивање металних делова фузијом с електричним луком. Електрична струја која пролази кроз јаз између електроде и метала изазива огромну температуру, топи ивице, преноси метал из електроде у шав. Испада да су две металне површине спојене у једном комаду.
Мере предострожности
Електрично заваривање је популарно. Апарат мале величине може херметички да повеже делове у било којим просторним положајима, заваривање је брзо и контролисано. Приликом рада запамтите здравствене ризике:
- Повреда ока. Лук за заваривање емитује светлосну енергију, која може сагорјети рожницу ока, утиснувши се на мрежницу. Осјећај пијеска испод капка, тешко је трептати, отеклина - ови симптоми одавно нестају. Маска са посебном чашом помоћи ће вам да заштитите очи, а пре него што запалите лук, упозорите остале узвиком: „Очи!“
- Електрични удар. Електрични лук - пролазак електричне струје кроз јаз између електроде и метала. Што је већа струја, светлији је лук. Али ако та струја прође кроз људско тело, умреће. Да бисте избегли струјни удар, морате:
- Обезбедите целовитост омотача каблова, изолацију држача.
- Користите висококвалитетне изоловане држаче, не држите се за голе руке голим рукама.
- Уз стални рад, обуците специјалне ципеле са гуменим потплатима.
- Опеклина коже. Ултраљубичаст лук и дрона која лети у свим правцима повреде кожу. Да бисте избегли проблеме, користите заштитне рукавице - гизде. Вреди се облачити само у памучну или посебно натопљену одећу - огртач за заваривање, фармерке. За заштиту руку користе се памучне рукавице или гипке за заваривање. При заваривању голе коже не би требало да буде.
- Тровање гасом. Сви радови се морају изводити у вентилираном простору, под шпоретом или на отвореном. Употреба маски за филтрирање или респиратор ће бити корисна.
Врсте електричног заваривања
Постоји неколико главних области:
- ММА Заваривање електрода у заштитном премазу. Универзална технологија која вам омогућава да добијете одличан шав у било којем просторном положају. Користе се једноставни уређаји за претварање АЦ у ДЦ, трансформатор или претварач. Снага струје зависи од дебљине легираног метала и коришћене електроде у распону од 30 до 200 ампера. Електрода је метална шипка обложена премазом. Током заваривања премаз се топи и штити растопину од ваздуха.
- МИГ. Заштићено плинско заваривање. Жица која се константном брзином испоручује у базен заваривања користи се као електрода. Угљени диоксид или мешавина гасова доводи се у зону заваривања кроз црево. Они избацују кисеоник и штите завар. Предности ове врсте заваривања су одсутност шљаке, висок квалитет шава, могућност заваривања танког метала.
- ТИГ. Заваривање обојених метала у заштитном медију за гас уз употребу електроде која се не троши. Широко се користи за спајање обојених метала и легура.
Постоји неколико врста различитих технологија које се користе у аутомобилској или бродоградњи. Захтевају посебне квалификације заваривача. Вештине топљења или ручног уметања жица у заваривање су специфичне и доступне заваривачима највишег ранга.
Технологија заваривања
Заваривачки радови - спајање металних делова са истопљеним ивицама и додавање метала за пуњење. Као резултат тога, формира се завар, рубови су чврсто повезани.
Знакови квалитетног шава:
- Провар. Метал за заваривање мора пробити цијелу дебљину. Током заваривања ивице се равномерно растопе, уколико се једна страна истопи, ваљак ће испасти неравномерно.
- Хомогеност. Спој треба да се састоји од чврстог метала, без укључивања шљаке или шкољки. Прескакање и не плутање нису дозвољени.
- Трајност. Након што се шав охлади, могу се формирати микропукотине.
- Недостатак подреза. Лук прејако "пресече" ивице делова, слабећи их.
- Конвексни једнолики облик. Брак се сматра претјерано дебелим ваљком или конкавним. Ово указује на погрешно изабрану јачину струје.
Шав треба да буде уједначен, без непотребних "вага", прилива, савијања. Ширина шава одређује се према дебљини делова за заваривање. Преуско ће бити крхко, широко - ослабиће производ.
Пре спајања делова који су вам потребни:
- Одредите врсту везе - стражњица, прегиб, угао, Т-спојеви.
- Одредите просторни положај - вертикални, хоризонтални, тавански.
- Процијените дебљину дијелова за заваривање.
- Изаберите електроду. Дебљина зависи од дубине шава.
- Одредите јачину струје. Пакети дају приближне препоручене табеле, али треба да се фокусирате на лична осећања. Боље је одабрати максималну јачину струје, али не изгарати метал. Тренутна снага на плафонским везама је мања него на хоризонталним.
- Припремамо детаље - на дебелим радимо подлогу, постављамо јаз са зарезима. Очистимо делове од рђе и боје.
Учење кухања електричним заваривањем
Након припреме делова за заваривање, подешавања приближно ампераже и стављања заштитне одеће, можете се припремити директно за заваривање.
Повезујемо уређај.
- Жице повезујемо са машином за заваривање. Обично користе „обрнуту“ везу - минус (маса) се придружује површини која се заварива, плус - држачу. Директно повезивање користи се према препорукама произвођача електрода.
- Провера држања. Може бити домаћа или фабрички направљена. Главни захтеви су чврстина фиксације електроде, способност брзе замене, одсуство делова под напоном, топлотна изолација ручке. Лош контакт између држача и кабла изазива повећани отпор и загревање, спаљивање изолације.
- Повезујемо масу. Најједноставнији начин је да га заварите на метал, али је боље употребити клешта за стезање или магнетну масу.
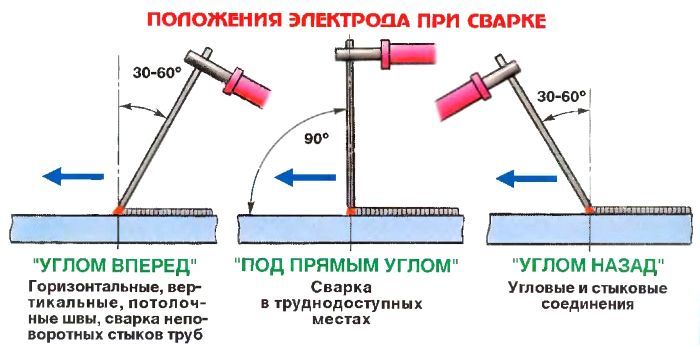
- Овисно о просторном положају, важно је одабрати угао електроде према држачу. Обично се електрода усмерава под углом од 45 степени према завареном делу. Дубина продора и висина зрнца заваривања зависе од нагиба електроде.
Изаберите електроде
Постоји технологија независне производње: жица се утапа у течно стакло и дроби у песку са додатком адитива - боракса, соде, соли. Данас се у продаји нуде разне врсте електрода.
Електроде су подељене:
- Са основним премазом. Они се јако сагоревају, али дају мало шљаке. Лако их је контролисати, квалитет шава је висок. Захтевају добру обуку заваривача.
- Рутиле или киселине. Дају више шљаке, траже вештине. Лако запалити, шав је боље заштићен. Предност овог премаза је мање стварања гасова током заваривања, што је добро за здравље. Када студирате, боље је користити ову врсту.
Пречник се бира на основу дебљине делова за заваривање. Што је дебљи шав, већа је струјна снага, дебља је електрода. Оптимално је користити на пример електроду пречника 3 милиметра за заваривање метала, дебљине 2 - 4 мм.

Запали лук
Новајлија заваривачи су суочени са потешкоћама у старту. Постоји неколико начина да правилно осветлите лук:
- Упадљиво. Једноставан начин, покрет подсећа на осветљавање шибице. Лук лука држи се и пребацује на почетак шава. Минус овог поступка је прилив и прскање метала изван лука.
- Ударац. На врху електроде формира се филм шљаке, а лук се не може запалити. Да бисте срушили шљаку, морате неколико пута да лупнете по површини. Искривљена варница лука се држи и преноси на почетак шава. Овом методом се електрода често „залијепи“ - заварива се. Одузимање је бескорисно, морате га "разбити" покретима који се окрећу.
Осветљени лук формира заварени базен. На почетку заваривања направите мали кружни покрет - промијешајте каду.
Тако да на делу нема трагова паљења лука, користимо следећа решења:
- Ударимо у шав, запалимо лук и преведемо га на почетак шава. Покрети не надилазе шав и трагови паљења лука су заварени.
- Користимо почетну плочу. Можете запалити електроду и започети заваривање на комаду метала, причвршћеном на почетак шава. Након што се стартна плоча одвоји или одсече.

Изаберите јачину струје
Да бисте добили контролисан базен заваривања, морате тачно одредити тренутну снагу. Зависи од:
- Однос пречника електроде према дебљини завареног метала.
- Просторни положај.
- Брзине заваривача.
Пре почетка рада, шав за тренинг прокухава. Исправно одабрана јачина струје одређена је природом купке.
| Мала струја | Висока ампеража |
|---|---|
| Ако лук није подржан, испада, купка испада уска | Течна, неконтролисана када, цурење метала, прскање око шава, прогоревање |
Искусни заваривачи постављају максималне вредности - то помаже бржем кувању.
Хоризонтални спојеви су заварени на великој амперажи; на вертикалним спојевима ампеража се смањује за 10 - 15%, а стропни спојеви захтевају смањење од 20 до 30% у односу на хоризонталне.
Исправно држите електроду
Дужина лука, путања кретања, брзина заваривања и угао електроде имају велики утицај на квалитет шава.
Кретање електрода
- Повратно кретање дуж шава. Дајте уски шав са добрим загревањем. Може се користити за спајање танких делова са малим размаком.
- Попречна вибрациона. Сваки заваривач има своје „компаније“ склоности и навике - неко води полумесец, неко „осмицу“, вишеструко осцилацију у облику слова З. Користи се ако треба да добијете широк шав, са великим размаком или заваривањем преграда. Правило је - што је дебљи део, дуже траје задржавање на његовим ивицама како би се добро загрејало.
Дужина лука
Честа грешка почетника заваривача није посматрање дужине лука. Кратки лук неће загревати метал, шав може бити порозан и неуједначен. "Дуги лук" метала прегрева, али метал распршује по површини. Спој неће радити, бит ће увијан, неконтролиран, с импрегнацијама од шљаке и прскања по шаву. Оптимално је држати лук у дужини од 2-3 мм.
Брзина заваривања
Ако кувате превише споро, постоји ризик од прегревања метала и прегоревања. Шав ће бити полукружног, конвексног облика.
Брзо кретање електроде довешће до недостатка продора, повременог шава. Шав ће бити узак, са укључењима шљаке и шкољки.
Положај електроде
Класична препорука за почетнике завариваче је да се цијела шава држи под истим углом.
Ако се држи окомито, доћи ће до претераног загревања дела, што може довести до изгарања.
Мали угао нагиба довешће до стварања шкољки, док је контрола шава тежа.
Најбоље се држи под углом од 45 степени.
Електрода не сме да "гура" шав, већ га "вуче". Овим се обезбеђује оптимално загревање, уједначеност шава, управљивост базена за заваривање.
Кувајте правилно
Заваривање метала има много карактеристика и потешкоћа. Главна ствар при одржавању шава је да се не пали метал док се топи ивица.
Танки метал, корен шава делова са празнином може се заваривати методом "одвајања". Лук се запали, формира се заваривање базена. Електрода се нагло подиже, лук се гаси, купељ се почиње хладити и лук на крају се поново запали.
Заваривање дебелог метала, заваривање тела шава врши се без одвајања. Лук се запали, заваривање се постепено води дуж шава. По потреби се праве осцилаторни покрети.
Ако је електрода готова, очистимо шљаку. На крају купке формира се шупље - кратер. Нови лук се поставља у кратер претходног и заваривање се наставља.

Неисправан шав
Након заваривања, шав се мора очистити од шљаке. Ако се заваривање обави добро, шљака се одваја у једном потезу, лако. Лош шав се дуго чисти, шљака се добро држи за поре.
На које недостатке треба обратити пажњу:
- Фузија ивица. Обе ивице морају бити равномерно спојене.
- Ундерцутс. Ивице делова се топе уз велику амперажу, што резултира удубљењима. Ово слаби метал.
- Шкољке и шљаке.
- Висина и ширина ваљка.
- Вага ваљка.
Закључак
Да бисте научили како добро заваривати метал, морате знати теорију и много вежбати. Добро је ако постоји особа која може указати почетнику заваривача на недостатке и начине како их отклонити. Ово ће обликовати исправне навике заваривача, а шавови ће увек бити глатки, квалитетни. Важан фактор је став заваривача према његовом послу, жеља за што бољим шавом, жеља да се дивимо „малом сунцу“ на врху електроде.